1Independent Research Professional, Chennai, Tamilnadu, India.
2Center for Nanotechnology, Erode Sengunthar Engineering College, Perunthurai, Erode, Tamilnadu, India.
3Department of Chemical Engineering, Erode Sengunthar Engineering College, Perunthurai, Erode, Tamilnadu, India.
Kirubanandan Shanmugam
Email: Kirubanandan.shanmugam@gmail.com
Received : Oct 09, 2025 Accepted : Nov 21, 2025 Published : Nov 28, 2025 Archived : www.meddiscoveries.org
The current study demonstrates how spray coating can be used as a rapid and scalable technique to fabricate CNF-MMT nanocomposites with improved barrier properties, particularly in terms of water vapor permeability. The incorporation of Nano-MMT containing sodium and calcium ions drastically promoted the water vapor barrier performance of the CNF-Nano MMT composite films. This is because a complex tortuous pathway of the composite was formed for moisture diffusion owing to the influence of metal ions in MMT. The current study investigates the influence of metal ions present in nano-MMT on the barrier performance of the CNF-MMT composite. In conclusion, spraying the CNF-MMT suspension on the stainless-steel surface emerged as a highly flexible and efficient process for the industrial-scale production of nanocomposites, offering consistent production times independent of the suspension consistency or nano-inorganic composition. The unique dual-surface character of spray-coated composites significantly enhances their versatility for various applications, particularly in food packaging. This study highlights the potential of spray-coated CNF-MMT nanocomposites as a promising alternative to synthetic plastics, emphasizing their suitability for sustainable and eco-friendly packaging solutions.
Keywords: Cellulose nanofiber; Spray coating; MMT; Cloisite; Composites.
Cellulose Nanofibers (CNF) offer numerous advantages for packaging applications. Its exceptional strength-to-weight ratio, barrier properties, biodegradability, and customizable nature make it a sustainable and desirable packaging material. By utilizing CNF, packaging manufacturers can reduce environmental impact while maintaining product quality and functionality. Cellulose Nanofibers (CNF) are sustainable carbohydrate-based nanofiber materials primarily used for packaging applications owing to their outstanding properties, such as mechanical and barrier performance and sustainability with a circular economy platform [1]. The most common feedstock for cellulose nanofibers is wood or plant fibers, and the advantages of CNF are their ability to combat the limitations of traditional packaging materials, such as plastics [2]. CNF have good mechanical strength and excellent barrier properties against oxygen. In addition, from CNF has extremely lightweight, CNF has a tensile strength that is higher than that of many conventional materials [3]. This property of CNF is suitable for producing lightweight films for packaging materials and reducing material consumption and transportation costs. In addition, the barrier performance of CNF against oxygen and air is excellent [4]. The CNF film has a dense network structure that keeps gas, moisture, and oil out, which keeps products fresh and makes them last longer. In other words, the compact nature of the CNF film could act as a barrier against water vapor and air. It comes from renewable resources and is produced in a manner that does not harm the environment. It is also biodegradable and easily composted. Compared to plastic packaging, which takes hundreds of years to break down, CNF packaging breaks down naturally, which means it has less of an effect on the environment [5]. Additionally, CNF can be tailored and used as functional materials. The features or properties were tailored according to application requirements, such as the ability to block UV rays or kill germs. CNF is suitable for many different kinds of packaging, such as food and drink packaging, cosmetics packaging, and pharmaceutical packaging, because it can be used in so many different ways [5]. In summary, cellulose nanofibers have several advantages for packaging applications. It is a sustainable and appealing option for the packaging industry owing to its remarkable strength-to-weight ratio, barrier qualities, biodegradability, and adaptability. Packaging manufacturers can reduce their impact on the environment while preserving the functionality and quality of their products by using CNF. Although CNF has a good barrier against air and oxygen, the CNF film needs to be improved to achieve a water vapor barrier that is almost as good as that of conventional synthetic plastics.
The water vapor barrier performance of spray-coated Cellulose Nanofiber (CNF)–MMT composites can be improved by the presence of metal ions in montmorillonites. Notably, ions such as calcium, sodium, and aluminum can enhance the interaction between CNF and MMT. Consequently, MMT was better dispersed and aligned within the cellulose nanofiber matrix. A densely packed composite was formed, which reduced water vapor permeability [6]. In addition, metal ions play a crucial role in enhancing the network structure of fiber materials by forming additional crosslinking mechanisms, which effectively inhibit moisture diffusion. Moreover, the antimicrobial properties of some metal ions make them valuable for applications in food packaging and biomedical materials, further highlighting their significance in various industries [7,8]. The concentration of metal ions in composites is crucial for determining their properties. Excessive metal ion concentrations can result in agglomeration or phase separation, which detrimentally affects the barrier properties of the composites. Furthermore, the choice of metal ions significantly influences the mechanical properties, thermal stability, and overall performance of composites. Therefore, careful consideration of metal ion concentration and selection is essential for developing composites with desirable characteristics and functionality [9]. Future studies should focus on determining the optimal metal ion types and concentrations for specific applications.
To improve the water vapor barrier properties of CNF films, nano-inorganics such as montmorillonite or nanosilicate have been incorporated into the film by preparing a CNF and nano-inorganic suspension into the film through the fabrication of interest [10]. The current challenge in the packaging sector is that the material should be biodegradable and have water vapor permeability comparable to that of synthetic plastics [11]. The pure CNF film has good water vapor permeability and meets the synthetic plastic value. Therefore, nanoclay was incorporated into the film via fabrication methods [12].
The metal ions present in the nano clay can influence the water vapor permeability of the nanocellulose-nanoclay composites [13]. The study suggested that the use of multivalent metal ions can enhance the mechanical strength, water resistance, and oxygen barrier properties of CNF films, making them ideal for sustainable packaging applications [14]. The present study considers the production of smooth montmorillonite–cellulose nanofiber composites and the preparation of cellulose nanofiber – montmorillonite nanocomposites via a spray-coating process. This study demonstrates the effect of metal ions in MMT loaded into the cellulose nanofiber suspension for producing nanocomposites and their barrier performance against water vapor.
Cellulose nanofiber
According to the cited scientific paper, the nomenclature for cellulose nanofiber has not been published consistently. In addition to cellulose nanofiber, it is also referred to as Nano-Fibrillated Cellulose (NFC), Micro-Fibrillated Cellulose (MFC), cellulose nano-fibrils, and cellulose microfibrils. This work refers to cellulose nanofiber (CNF) in its general sense. CNF with a 25% solids percentage was provided by DAICEL Chemical Industries Limited Japan (Celish KY-100S). The cellulose nanofibrils of DAICEL NC (Celish KY-100S) have an average diameter of around 70 nm, a wide range of fiber diameters, a mean length of about 8 μm, and an average aspect ratio of 142±28 [6].
Montmorillonite (MMT)
Nano clay Montmorillonite (MMT) powder Closite Na++, Closite Ca++, and Closite 116 are supplied by BYK Additives and Instruments, Germany through IMCD Australia Limited, Mulgrave VIC 3170, Australia. The packed bulk density of MMT is 568 g/l, and its density is 2.86 g/cm3, with X-Ray data confirming a dry particle size of 25 m (d50) and a d001 of 1.17 nm [6].
Metal Ions in MMT
Metal ions in Montmorillonite (MMT) significantly influence its chemical behavior, exchange properties, swelling capacity, and compatibility with other materials [15]. MMT is a 2:1 phyllosilicate clay mineral with a Cation Exchange Capacity (CEC) that allows for interlayer cation swap without disrupting its structure [16]. In nanocellulose films, multivalent metal ions can improve water resistance, oxygen barrier performance, and mechanical strength by introducing them to cross-link carboxyl groups on cellulose fibrils [6]. The following table demonstrates role of various metal ions in MMT.
Common metal ions in montmorillonite
| Metal Ion | Type | Role in Mmt |
|---|---|---|
| Na+ | Monovalent | Increases swelling; high water absorption |
| Ca2+ | Divalent | Moderates swelling, improves stability |
| Mg2+ | Divalent | Similar to Ca2+, but often naturally present |
| K+ | Monovalent | Less swelling than Na+; often found in illite |
| Al3+ | Trivalent | In octahedral sheet; substitution affects charge |
| Fe2+/Fe3+ | Divalent/Trivalent | Can substitute in octahedral layers; redox-active |
| Li+ | Monovalent | Less common; can be used in synthetic modifications |
Applications based on metal ions
| Application | Preferred Metal Ion | Reason |
|---|---|---|
| Nanocomposite reinforcement | Ca2+, Mg2+, Al3+ | Strong interfacial interaction |
| Barrier films (e.g., CNF) | Al3+, Fe3+ | Forms tight, stable cross-links |
| Adsorption (pollutants) | Na+, Ca2+ | High CEC and ion mobility |
| Flame retardants | Ca2+, Mg2+ | Non-toxic, improves char formation |
Preparation of cellulose nanofiber- MMT suspension
80 g of DAICEL KY100S was mixed with 920 g of deionized water to create a cellulose nanofiber suspension with a 2-weight percent content. The MMT addition was based on the cellulose nanofiber content in the cellulose nanofiber solid from the DIACEL company and was varied at 5 weight percent, 10 weight percent, 20 weight percent, 30 weight percent, 50%, and 75%. The known amount of MMT was thoroughly mixed with double-distilled water. The specified amount of cellulose nanofiber was added to the MMT solution and disintegrated in a high-speed disintegrator to create suspension [6].
Spraying of cellulose nanofiber - MMT suspension
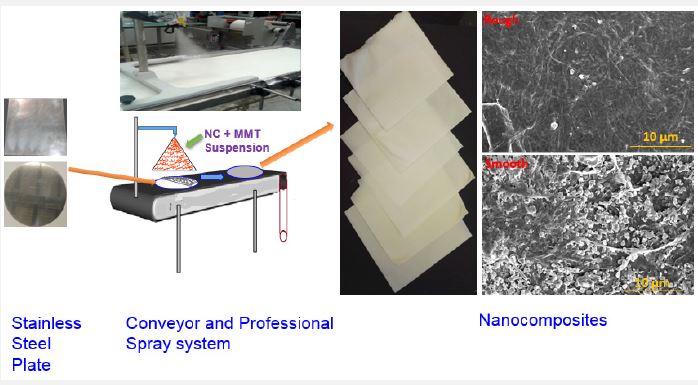
(Figure 1) shows the experimental setup for a laboratory-scale spray painting system under test circumstances. According to the stated technique, a Professional Wagner spray system (Model number 117) was used to spray the CNF-MMT composite film onto a stainless-steel plate on a moving conveyor at a set velocity of 1.25±0.25 cm/sec and a pressure of 200 bar. The spray jet angle and beam width generated by the type 517 spray tip employed in the spray system were 50° and 22.5 cm, respectively. The spray distance between the spray nozzle and the round steel plate was 30.0±1.0 cm. Before producing the initial film, the pressure-driven spray system was operated for 30 seconds, allowing the system to establish equilibrium. After spraying, the plate’s film was forced to dry for at least 24 hours at the borders before it was easily pulled off of the stainless-steel plate [6].
Characterization of freestanding nanocomposite
Prior to further testing, all spray-coated nanocomposites were conditioned for 24 hours at 23°C and 50% RH. Using a Thickness Tester Type 21 from Lorentzen & Wettre AB, Stockholm, Sweden, the thickness of the spray-coated nanocomposites was measured. On each nanocomposite film, the thickness was measured at least 25 times, and the average value was calculated. The Australian/New Zealand standard technique 426 was used to gauge the thickness of the CNF film [6].
Water vapour transmission rate of composite
The CNF film’s water vapour barrier was tested in accordance with ASTM E96/E96M-05 (E. ASTM, 96/96M-05 2005). Films with a diameter of 76 mm were employed as specimens and dried for 4 hours in an air oven at 105oC. This would aid in completely drying out the specimen so that the film’s water vapour permeability could be assessed. Brass cups were filled with dry anhydrous calcium chloride and coated with CNF film in accordance with ASTM standards, with the CaCl2- free cups serving as the control in the experiment. The cup’s weight increased throughout this test, which was conducted at 23°C and 50% relative humidity, as a result of water vapour absorption over the CNF layer. The water vapour transfer rate (WVTR), based on the data, is the slope obtained from the plot between the cup’s weight and time [6].
Water vapour permeability of nanocomposite
Anhydrous calcium chloride was used to assess the Water Vapour Permeability (WVP) in accordance with the ASTM standard (E96/E96M-05) technique. Before testing, the NC film was dried in an air oven at 105°C for 24 h. The cups were loaded with 40 g of dry- anhydrous CaCl2, and NC films were inserted inside of the cups. Water vapour containing CaCl2 is absorbed by the cups through CNF-MMT Composite film, increasing the weight of the cups. There was a test sample that was weighed for each standard time period. The cups’ weight varied with time, and the slope of the line connecting weight and time was calculated for WVTR. The transmission rates of water vapour were measured at 23°C and 50% relative humidity. The thickness of the composite film is used to normalize and convert the Water Vapour Transmission Rate (WVTR) of the CNF-MMT composite film into WVP. Each CNF-MMT Composite’s mean value from three parallel testing was presented [6].
Surface & cross-sectional investigation of nanocomposites
SEM FEI Magellan 400 is used to examine the nanocomposite’s surface (both its smooth and rough sides) as well as its cross-sections. The samples were placed onto a metal sample holder, coated with a thin coating of iridium, and then subjected to a cross-sectional study after being bathed in liquid nitrogen and fractured with a tweezer. The magnification used for the SEM micrographs ranged from 500x to 50000x [6].

Spraying is a rapid process for the fabrication of free-standing CNF films and their composites. It is a potential alternative for vacuum filtration which has normally used for the fabrication of free-standing CNF films and their composites. In spraying process, the operation time for the process to form the film is independent of CNF suspension consistency and the presence of nano inorganics. But in the case of vacuum filtration, the time for dewatering exponentially increased with CNF suspension consistency and nano-inorganics. This is why, spraying could be a potential method for the fabrication of CNF -MMT composites. The time consumed to form wet film composite was less than a minute and drying the composite would take 24 hours in air drying [6].
The current work has an important nanocomposite message and can be of great interest to Material Science Community. The present paper, considering the fact that production of smooth Montmorillonite - a Cellulose nanofiber composite functioning has been introduced in it, and the work were able to preparation of cellulose nanofiber – Montmorillonite nanocomposite via spray coating process, is important. Because the present paper, the effect of metal ion present in MMT loaded into the cellulose nanofiber suspension for producing nanocomposite is independent of the operation time, is important and perfect. The main findings of the current research are that the barrier, surface, and topography of the spray-coated nanocomposites were investigated. In the present paper, the discussions related to the water vapor permeability of the spray-coated nanocomposites are well described to confirm the green materials were in fact barrier material. So In the present paper, the effectiveness of spray coating for producing sustainable nanocomposites as an alternative for synthetic plastics is significant.

(Figure 3) demonstrates the spray coated CNF film and their composites. The presence of MMT in the surface of the free-standing composite has been observed. During spraying, MMT was well mixed with CNF suspension, while forming the wet film on the stainless-steel plate, MMT was well distributed in the matrix of the cellulose nanofiber films resulting a good composite for barrier applications. The spray coated CNF films and their composites have unique surfaces namely rough and smooth. Spraying CNF-MMT suspension on the stainless-steel surface produce the composite which has one side very smooth and glossy and replicated the smoothness from the stainless-steel plate. The surface smoothness of the composite does not influence on their barrier potential. However, it is a kind of finishing quality of the composite via spraying.
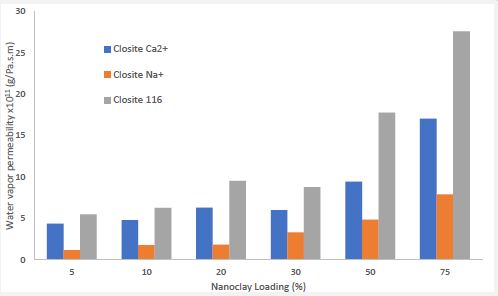
(Figure 4) reveals the water vapor permeability of various composites prepared via spraying CNF and various MMT on the stainless-steel plate. The plot demonstrates that the WVP of CNF – Cloisite 116 MMT composite has high WVP than that of other composites. Similarly, the WVP of CNF-Cloisite Na++ MMT composite has lowest WVP compared to other spray coated composites. (Figure 4) confirms the effect of metallic ions present in MMT drastically influencing on the water vapor performance of the CNF-MMT composites. Cloisite 116 is an additive for CNF for improving flame retardancy and barrier properties of the films. It is a modified MMT nanoclay that has been treated with an ammonium salt in order to enhance its compatibility with hydrophilic matrices such as cellulose nanofibers [17]. This modification facilitates cloisite 116’s in water. As result, MMT well dispersed and intercalated well in cellulose nanofibers matrix producing tortuous pathway for water vapour and oxygen. Similarly, a Cloisite 116 as filler is a good additive for enhancing oxygen and moisture barrier properties of CNF films so that it can be used in food packaging. This improves the performance of nanocellulose films, particularly for applications requiring strong barrier and mechanical performance. The subsequent works can be exploratory step toward potential technologically experimental and commercially promising nanocomposite film [18,19].
Cloisite® Na+ is a sodium-exchanged montmorillonite nanoclay commonly utilized as a reinforcing agent in thermoplastic, elastomeric and composite materials to enhance their mechanical, thermal, and barrier properties [20]. Incorporation of CNC in cellulose nanofiber matrixes rendered materials more gas and moisture resistant, which is a desirable property for environmentally friendly food packaging applications. Its versatile functions as a polymer reinforcement, flame retardant, barrier enhancement, and leather processing aid render Cloisite® Na+ an important material in the area of material science and engineering. Cloisite ® Ca++ is a calcium exchanged montmorillonite nanoclay which is used for enhancing Flame Retardancy and Barrier Properties in thermoplastic materials. This is a bentonite clay naturally modified with calcium ions and finds use in e.g. formulations that need moisture and gas barrier properties, e.g. packaging materials. Cloisite® Ca++ is a functional additive which contributes to the thermal stability, the flame-retardant property and fire retardance of thermoplastic materials. (Figure 4) demonstrates that the effect of ions present in MMT drastically influence on the water vapor permeability of the spray coated CNF MMT composites [21].
Barrier mechanism of composite
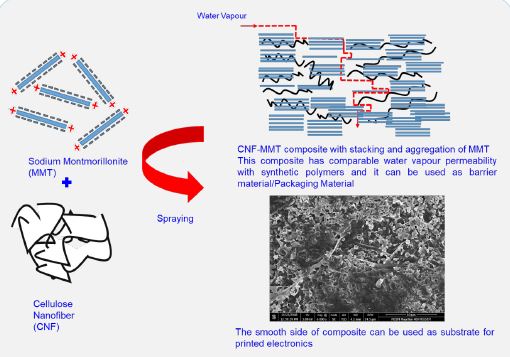
(Figure 5) demonstrates the mechanism of water vapor barrier of the spray coated CNF MMT composites. Normally CNF has nanofibrous structure which has complex tortuous pathway. Further, the tortuous pathway can be improved by the incorporation of nano- inorganics such MMT in fibrous matrix. As a consequence, the WVP of the CNF -MMT composite can be reduced than that of pure CNF spray coated films. Given this correspondence, Cellulose nanofiber films are renewable, biodegradable, and lightweight materials used for fabricating films and coatings. However, they are hydrophilic and have poor water resistance. Researchers aim to improve water resistance while maintaining or enhancing oxygen barrier properties, particularly useful for packaging applications like food packaging. Interfibrillar cross-linkages between nanocellulose fibrils strengthen the film, reduce water uptake, and enhance barrier properties. Multivalent metal ions present in the MMT, with multiple positive charges, can act as bridges between negatively charged functional groups, promoting interfibrillar cross-linking, resulting in a more compact and water-resistant film structure [22].
The study demonstrates the use of spray coating as a rapid and scalable method for fabricating CNF-MMT nanocomposites with enhanced water vapour barrier properties. The incorporation of MMT, particularly sodium and calcium-exchanged varieties, significantly improves the water vapor barrier performance of CNF films due to the development of a more tortuous pathway for moisture diffusion and the influence of metal ions in MMT. The research also highlights the critical role of metal ions in MMT in determining the composite’s barrier properties. Spray coating offers consistent production times regardless of suspension consistency or nano-inorganic content, making it a viable approach for industrial-scale production of CNF-MMT nanocomposites. The unique dual-surface nature of spray-coated composites adds versatility to potential applications. This research demonstrates that spray-coated CNF-MMT nanocomposites represent a significant step forward in developing sustainable, high-performance packaging materials.
Limitations of the study
Notwithstanding the encouraging findings of this investigation, a number of limitations must be noted:
1. Investigation of a limited range of metal ions
MMTs based on sodium (Na⁺), calcium (Ca²⁺), and Cloisite® 116 were the main subjects of the study. We did not investigate other potentially significant multivalent ions that could further affect the barrier and mechanical performance of the composite, such as magnesium (Mg²⁺), aluminum (Al³⁺), and iron (Fe³⁺).
2. Absence of thermal and mechanical characterization
The study places a strong emphasis on water vapor permeability (WVP), but it leaves out important information about mechanical strength (such as modulus and tensile strength) and thermal stability, which are critical for assessing the composites’ usefulness in packaging systems.
3. Lack of analysis of interfacial interaction
Although it is suggested that metal ions enhance the interaction between CNF and MMT, no interfacial characterization techniques, such as zeta potential analysis, X-ray photoelectron spectroscopy, or Fourier transform infrared spectroscopy (FTIR), were used to quantitatively validate these interactions.
4. Scalability and uniformity of spray-coated films
Although the study does not include statistical analysis on film thickness uniformity, reproducibility across batches, or variability over large areas—factors crucial for industrial application—it does describe the spray-coating process as quick and scalable.
5. No assessment of environmental stability
The performance of the water vapor barrier was evaluated in a controlled laboratory setting at 23°C and 50% relative humidity; however, the films’ long-term stability in a range of temperature, humidity, and biodegradation scenarios was not evaluated.
6. Ion leaching and neglected safety issues
The possibility of metal ion leaching, particularly from modified clays like Cloisite® 116, was not examined because of the product’s intended use in food packaging. Future research should focus on the toxicological and regulatory aspects of materials that come into contact with food.
7. No cost analysis or life cycle analysis was done
Despite emphasizing sustainability, the study lacks an economic feasibility analysis and an initial life cycle assessment (LCA). These are essential for evaluating the overall environmental impact and economic feasibility of using CNF-MMT composites in place of petroleum-based plastics.
8. No comparative analysis of commercial films
The performance of CNF-MMT composites was not directly contrasted with that of other biodegradable films or with traditional plastic films like low-density polyethylene (LDPE) or polyethylene terephthalate (PET). These kinds of comparisons would give industrial competitiveness assessment context.
